

- Home
- Solid Liquid Separator System
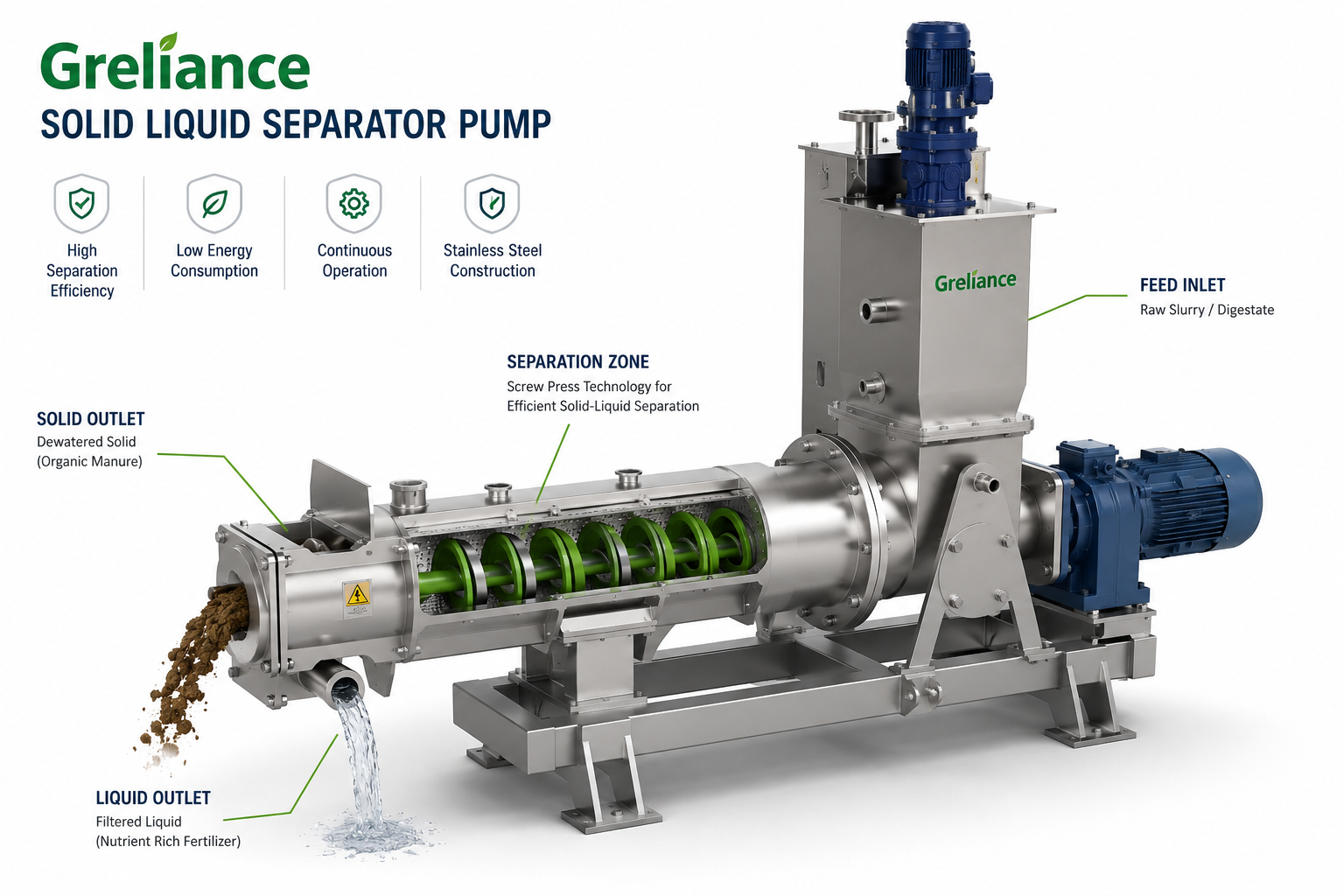
Solid Liquid Separator System
Advanced Digestate Treatment & Slurry Separation Technology
The Solid Liquid Separator System is a high-performance industrial solution designed for efficient separation of solid and liquid phases from digestate, slurry, manure, sludge, and organic waste materials. Engineered for continuous operation, the system helps BIO-CBG plants, biogas facilities, wastewater treatment units, and dairy farms improve digestate management and fertilizer recovery.
Designed with robust stainless steel construction and advanced screw press technology, the Greliance separator system delivers reliable dewatering performance with low operating cost and minimal maintenance.
Product Overview
The Greliance Separation System transforms raw digestate into two valuable outputs:
Solid Phase
- Organic soil conditioner
- Easy to store and transport
- Reduced odor
- Suitable for compost and fertilizer applications
Liquid Phase
- Nutrient-rich liquid fertilizer
- Suitable for fertigation systems
- Easy pumping and recirculation
- Reduced solids content
The system improves overall plant efficiency while reducing waste handling and disposal challenges.
Key Features
High Separation Efficiency
Efficiently separates:
- Digestate slurry
- Cow dung
- Poultry waste
- Organic sludge
- Fibrous biomass
Industrial slurry
Heavy-Duty Stainless Steel Construction
Manufactured using corrosion-resistant materials for long service life and reliable industrial performance.
Advanced Screw Press Technology
Special wear-resistant screw system ensures:
- Smooth material flow
- Stable operation
- Reduced clogging
- Better dewatering efficiency
Continuous Automatic Operation
Designed for 24×7 industrial operation with low manpower requirement.
Self-Adjusting Pressure Mechanism
Maintains stable pressure during separation for consistent output quality.
Low Power Consumption
Energy-efficient drive system reduces operating expenses.
Compact Industrial Design
Space-saving installation suitable for both small and large-scale plants.
Working Principle
The raw slurry or digestate enters the separator unit through the inlet chamber. Inside the machine, a rotating screw conveyor compresses the material against a filtration screen.
Separation Process:
- Liquid passes through the filtration screen
- Solids are compressed and discharged separately
- Pressure control system maintains efficient dewatering
The separated solid material can be used as organic fertilizer or soil conditioner, while the liquid fraction can be reused in fertigation or recirculation systems.
Applications
BIO-CBG Plants
- Digestate dewatering
- Slurry separation
- Organic fertilizer recovery
Biogas Plants
- Digestate treatment
- Solid-liquid separation
- Nutrient recovery systems
Dairy Farms
- Cow dung separation
- Manure handling
- Organic waste processing
Wastewater Treatment Plants
- Sludge dewatering
- Industrial waste treatment
- Effluent management
Agriculture Sector
- Organic compost production
- Liquid fertilizer preparation
- Soil conditioning applications
Greliance Vertical Separator
Specially designed for:
- Low-fibre digestate
- Irregular slurry materials
Features:
- Stable feeding system
- Compact footprint
- High separation efficiency
- Easy maintenance access
- Reliable continuous operation
Capacity:
Up to 65 m³/hr
Greliance Horizontal Separator
Suitable for:
- Fibrous digestate
- Corn silage slurry
- Cow manure applications
Features:
- High solids separation performance
- Self-adjusting pressure outlet
- Wear-resistant screw system
- Continuous industrial operation
Capacity:
Up to 65 m³/hr
Greliance Compact Separator
Ideal for:
- Small biogas plants
- Compact installations
- Limited-space applications
Features:
- Small footprint
- Easy operation
- Low maintenance
- Energy-efficient design
Submersible Chopper Pump
The Greliance Submersible Chopper Pump is designed for handling slurry containing:
- Fibres
- Lumpy solids
- Organic waste particles
Features:
- Integrated cutting mechanism
- Pumping and shredding in one system
- Prevents clogging
- Suitable for difficult operating conditions
Micro-Filtration System
The Greliance Micro-Filtration System provides fine filtration of liquid digestate for:
- Fertigation applications
- Recirculation systems
- Nutrient recovery
Features:
- High filtration efficiency
- Self-cleaning operation
- Low operating cost
- Fine particle filtration
Technical Specifications
| Parameters | Details |
|---|---|
| Capacity | Up to 65 m³/hr |
| Construction Material | Stainless Steel |
| Separation Type | Screw Press |
| Power Range | 2.2 kW – 7.5 kW |
| Application Media | Digestate, Slurry, Sludge |
| Operation Type | Continuous Automatic |
Advantages of Greliance Solid Liquid Separator
| Advantage | Benefits |
|---|---|
| Efficient Dewatering | Reduced moisture content |
| Continuous Operation | Reliable plant performance |
| Low Maintenance | Reduced downtime |
| Compact Design | Space-saving installation |
| Odor Reduction | Better working environment |
| Easy Handling of Solids | Improved transport & storage |
| Energy Efficient | Lower operating cost |
Why Choose Greliance Separator Systems?
- Advanced industrial engineering
- Reliable continuous operation
- Suitable for BIO-CBG & biogas projects
- Low operating and maintenance cost
- High separation efficiency
- Durable heavy-duty construction
- Customized solutions available